Рентгеновский контроль – метод неразрушающего исследования, который позволяет «видеть насквозь» различные материалы и объекты. С его помощью обнаруживаются трещины, другие дефекты в металлических конструкциях без демонтажа и разборки.
Физическая основа рентгеновского контроля
Рентгеновские лучи – это электромагнитные волны с длиной от 0,01 до 10 нанометров. Они проходят через разные материалы. И они поглощают его с разной интенсивностью. Плотные материалы, такие как металлы или кости делают это более интенсивно, в результате на детекторе образуются темные участки.
Менее плотные материалы — воздух, пластик, мягкие ткани – пропускают излучение, формируют светлые области на изображении. Эта разница в поглощении и создает контрастное изображение на рентгеновском снимке.
Виды рентгеновского контроля
Самый распространенный вид рентгеновского контроля – радиография. Рентгеновские лучи проходят через исследуемый объект и попадают на фотопленку или цифровой детектор. Полученное изображение показывает внутреннюю структуру объекта в двухмерном виде.
Радиографический контроль применяется в промышленности для проверки сварных швов. Статистика показывает, что до 15-20% всех сварных соединений в критически важных конструкциях проверяются именно этим методом. Чувствительность современных радиографических систем достигает 1-2% от толщины контролируемого материала.
Цифровая радиография
Этот метод появился в результате развития технологий. И тут традиционную фотопленку заменили цифровые детекторы. Это дало следующие преимущества:
- позволило мгновенно получать результат;
- дало возможность делать цифровую обработку изображения;
- снизило дозу облучения на 50-90% по сравнению с пленочной радиографией.
Кроме того, повышенная чувствительность сенсоров позволяет обнаруживать более мелкие патологические изменения.
Компьютерная томография
Компьютерная томография – более сложный метод, при котором рентгеновский источник и детектор вращаются вокруг объекта, делает множество снимков под разными углами. Компьютер затем обрабатывает эти данные, создает трехмерное изображение внутренней структуры объекта.
Разрешающая способность промышленных томографов достигает нескольких микрометров. Это позволяет обнаруживать дефекты размером менее 0,1% от размера детали.
Применение рентгеновского контроля в промышленности
В промышленности рентгеновский контроль используется для проверки качества сварных швов. Он позволяет выявлять такие дефекты, как:
- непровары;
- поры;
- включения шлака;
- трещины.
Для критически важных конструкций – мостов, атомных электростанций, нефтепроводов – рентгенографический контроль является обязательным.
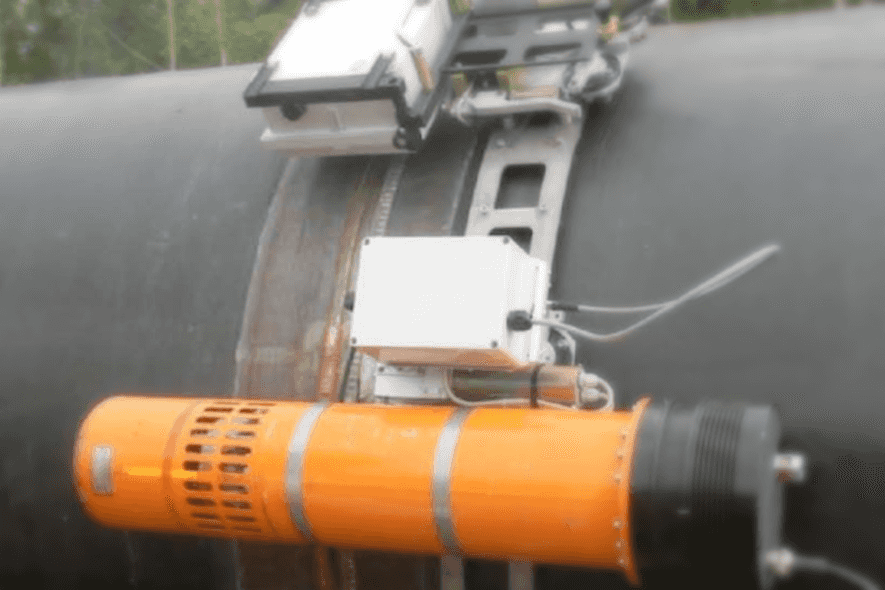
При прокладке трубопроводов с помощью рентгена проверяется каждый сварной стык. Для магистрального газопровода протяженностью 1000 км это означает необходимость проверки более 50 000 сварных соединений.
Контроль отливок и поковок
Рентгеновский контроль используется в литейном производстве для выявления внутренних дефектов в отливках (раковин, пор, включений). Это особенно важно для ответственных деталей, которые изготавливаются для авиационной и автомобильной промышленности, где скрытый дефект может привести к серьезным авариям.

Статистика показывает, что рентгенографический контроль снижает количество брака в литейном производстве на 25-30%. Это дает существенную экономию материалов и времени.
Контроль композитных материалов
В авиационной и космической отраслях все больше используются композитные материалы. Углепластики и стеклопластики отличаются сложной внутренней структурой, и рентгеновский контроль помогает выявить расслоения, пустоты, неправильное расположение волокон.
Применение в медицине
В медицине рентгеновский контроль используется уже более 125 лет. Обычная рентгенография грудной клетки выявляет пневмонию, переломы костей, инородные тела. Ежегодно в мире проводится более 5 миллиардов рентгеновских исследований.
Маммография
Специализированный вид рентгенографического исследования — маммография — используется для раннего выявления новообразований в молочных железах. Современные цифровые маммографы способны обнаружить опухоли размером менее 5 миллиметров, что значительно улучшает прогноз лечения.
Интервенционная радиология
Рентгеновский контроль в реальном времени (рентгеноскопия) позволяет врачам проводить сложные операции с минимальными разрезами. Установка стентов, эмболизация сосудов, биопсия под рентгенологическим контролем – все эти процедуры стали возможными благодаря внедрению рентгеновских технологий.
Контроль качества пищевых продуктов
В пищевой промышленности рентгеновский контроль используется для обнаружения инородных предметов в продуктах питания. Современные системы способны находить мелкие инородные включения, такие как:
- металлические частицы размером от 0,5 мм;
- стеклянные частицы от 1 мм;
- камни и кости от 3-4 мм.
Статистика показывает, что внедрение рентгеновского контроля на пищевых производствах снижает количество рекламаций потребителей на 80-90%.
Преимущества рентгеновского контроля
Главное преимущество рентгеновского контроля заключается в его неразрушающем характере. Объект исследования остается неповрежденным, не деформируется и не разбирается.
Быстрое получение результатов – еще одно преимущество метода. Цифровые системы дают результат за секунды. Это позволяет интегрировать рентгеновский контроль в поточные производственные линии.
Объективность результатов также играет важную роль. Рентгеновское изображение можно сохранить, передать для экспертной оценки, получения консультации, обработать с помощью компьютерных программ для повышения контрастности и четкости.
Ограничения и недостатки
Несмотря на широкие возможности, у рентгеновского контроля есть ограничения. Метод неэффективно выявляет дефекты, ориентированные параллельно направлению излучения. Трещины, расположенные в плоскости, перпендикулярной рентгеновскому лучу, могут остаться незамеченными.
Толщина контролируемого объекта также накладывает ограничения. Для стальных изделий практический предел составляет 200-300 мм. Хотя мощные установки могут просвечивать и более толстые детали или заготовки.
Требования безопасности
Работа с рентгеновским излучением требует строгого соблюдения норм радиационной безопасности. Операторы должны проходить специальное обучение и регулярные медицинские осмотры. Обязательно проводится дозиметрический контроль всех, кто работает с источниками ионизирующего излучения.
Современные нормы устанавливают предельно допустимую дозу для специалистов на уровне 20 миллизивертов в год. Это значительно ниже порога возникновения детерминированных эффектов облучения.

Перспективы развития
Будущее рентгеновского контроля связано с развитием искусственного интеллекта и машинного обучения. Уже тестируются системы автоматического распознавания дефектов. Они способны анализировать рентгеновские изображения с точностью, которая превышает возможности человеческого глаза.
Развитие детекторных технологий позволяет создавать все более чувствительные и быстрые системы. Внедрение инновационных материалов для изготовления детекторов снизит дозы облучения без снижения качества изображения.
Рентгеновский контроль стал неотъемлемой частью современной промышленности, медицины и систем безопасности. Этот метод позволяет исследовать структуру объектов без их разрушения. С его помощью повышается качество изделий, безопасность конструкций и эффективность диагностики заболеваний.
Постоянное совершенствование оборудования и технологий делает рентгеновский контроль более точным, быстрым и безопасным. В условиях растущих требований к качеству и безопасности востребованность этого метода будет только расти. Он откроет новые возможности в различных отраслях.