Сварка – технология, позволяющая максимально надежно соединить детали из металлов, композитов и подобных материалов. Интенсивное термическое воздействие плавит края деталей, за счет чего формируется неразрывный монолитный стык, выдерживающий огромные нагрузки.
Способ востребован в наиболее ответственных отраслях. Именно сварка применяется при строительстве магистральных трубопроводов, мостов, сборке корпусов морских судов, вплоть до ледоколов. Чтобы шов выдержал не только проектные нагрузки, но и воздействия, превышающие их, не вызвал нареканий у приемных комиссий и контролирующих инстанций, необходимо строго соблюдать стандарты.
Один из параметров – геометрия. В чем необходимость такого контроля? Какие методики и инструменты для этого используются?
Основные показатели
Проверки требуют следующие геометрические характеристики сварного шва:
- Ширина. Дистанция между точками сплавления. Определяет сечение, прочность.
- Выпуклость. Высота шва над плоскостью соединяемых деталей.
- Глубина. Параметр, обозначающий выраженность проплавления металла. Влияет на адгезию, прочность соединения с основанием.
- Толщина. Для ее вычисления необходимо сложить глубину и выпуклость.
- Зазор. Дистанция между торцевыми плоскостями свариваемых конструкций. Определяется габаритами деталей. Как правило, максимальное значение не превышает 5 миллиметров.
При проверке нужно оценивать все перечисленные характеристики. Даже небольшие отклонения от стандартов приведут к недостаточной прочности стыка, его уязвимости для вибрационных, механических нагрузок, склонности к коррозии. Конструкция оказывается недолговечной, не соответствующей проектным требованиям. Высок риск полного разрушения, сложных ремонтно-восстановительных работ.
Распространенные дефекты
Один из наиболее опасных дефектов – угловая деформация. Усадка шовного материала в таком случае неравномерна, из-за чего снижается жесткость конструкции, нагрузка распределяется неравномерно, формируются точки концентрации напряжения, приводящие к выраженным деформациям и разрушению.
Для длинномерных заготовок характерны поперечные изгибы. Они связаны с недостаточно плотной фиксацией деталей во время сварки, использованием присадок низкого качества, нарушениями температурного режима. Прочность шва оказывается недостаточной, после ослабления фиксации появляется изгиб. Изделие оказывается непригодным для использования, требует восстановления или замены.
В процессе соединения листовых деталей часто наблюдаются коробления, искривления в форме волны. Они особенно характерны для листов, толщина которых не превышает 6 миллиметров. Дефект сопряжен не просто с ухудшением внешнего вида, но с неравномерностью распределения нагрузок, повышением риска аварии.
Основные причины геометрических отклонений таковы:
- Нарушения технологии сварки. Пренебрежение температурным режимом, неравномерность прогрева, неправильно выставленное напряжение и ток.
- Чрезмерная жесткость. Ее избыток затрудняет нормальную усадку металла, приводит к появлению внутренних напряжений, достаточных для изгибания шва.
- Специфичность материала. Химический состав металла влияет на структурные напряжения. В некоторых случаях требуется предварительный нагрев, чтобы исключить их образование.
Чтобы свести дефекты к минимуму или полностью исключить их, нужно строго придерживаться технологии сварки, правильно определить температуру, направление работы. Небольшие геометрические отклонения устранимы гибкой или проковкой, выраженные – требуют повторной работы.
Нормативно-правовая база
При измерении геометрических параметров необходимо руководствоваться следующими стандартами:
- ГОСТ 3242-79. Общий документ, в котором закреплены принципы проверки сварных швов.
- ГОСТ Р ИСО 17637-2014. Определяет принципы визуального контроля, необходимые инструменты, требования к уполномоченному персоналу.
- ГОСТ Р ИСО 5817-2009. Закрепляет требования к сварным швам металлических изделий и конструкций, как стальных, так и титановых, никелевых, на основе сложных сплавов.
- ГОСТ Р ИСО 6520-1-2012. Стандарт, описывающий дефекты сварных швов, касающиеся не только его геометрии, но и состояния поверхности, структурной целостности.
- ГОСТ Р ИСО 13920-2017. Допуски и предельные отклонения для сварных швов, в том числе – геометрические.

Методы геометрического контроля
Наибольшее распространение получил визуальный контроль, специфика которого закреплена в стандарте ГОСТ 23479-79. Его основные преимущества таковы:
- Скорость. Проверка даже массивных конструкций, швов большой протяженности занимает минимум времени.
- Простота. Не требуется дорогой инструмент.
- Точность. При соблюдении правил удается получить максимум информации не только о геометрии шва, но и о других параметрах, определяющих его прочность, способность выдерживать атмосферные и механические нагрузки.
Начинать визуальный контроль необходимо еще до сварки. Осмотр деталей показывает, насколько они подготовлены к соединению. Механические и химические загрязнения, неровные кромки, крупные повреждения в области будущего стыка, трещины, поры – все это не позволит добиться соответствия нормативно-техническим документам.
Список инструментов, необходимых для анализа, также закреплен в ГОСТ 23479-79. В него входит следующее:
- Шаблоны для сверки геометрических параметров.
- Увеличительные стекла для обнаружения мелких отклонений, не заметных невооруженным глазом.
- Угольники для проверки точности углов.
- Щупы, позволяющие с высокой точностью определить выраженность зазора.
- Штангенциркули и микрометры для оценки выпуклостей.
Для точности измерений необходимо обеспечить надлежащие условия освещения. При недостатке общего – использовать точечные осветительные приборы, фонари, лампы.
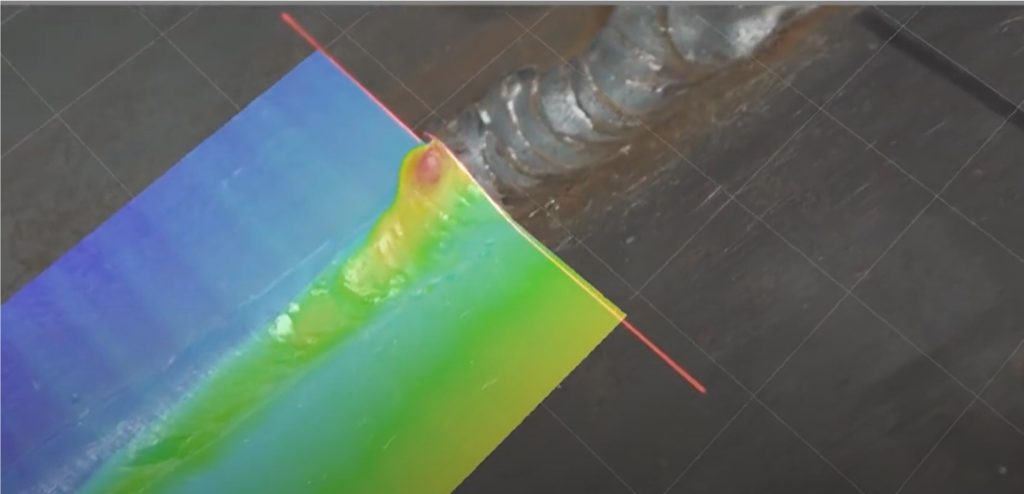
Оптический
Способ, характеризующийся высокой точностью, позволяющий работать в зонах, прямой доступ к которым затруднен или невозможен. Используются эндоскопы, лазерные сканеры, камеры. Наиболее совершенные системы не просто выводят изображение с камеры на дисплей, где его может оценить специалист, но самостоятельно фиксируют отклонения, даже незначительные, измеряющиеся микрометрами.
Ультразвуковой
УЗК часто применяется для обнаружения структурных повреждений, трещин, воздушных пузырьков, нарушающих целостность шва, приводящих к его недостаточной прочности. Практика, однако, показала, что подойдет он и для проверки геометрии.
Специфика распространения и отражения высокочастотного акустического импульса позволяет специалисту определить точную глубину проплава, толщину, выпуклость стыка. Для получения верного результата нужно уделить должное внимание подготовке. Основное требование – идеальная чистота и гладкость поверхности, даже небольшие загрязнения нарушают распространение импульса. Дополнительно рекомендуется нанести гель, улучшающий звуковую проводимость.
Как выбрать оптимальный метод?
Для подбора подходящего способа измерения геометрических параметров нужно учесть следующее:
- Положения нормативной документации. Государственные и международные стандарты, установленные для целой отрасли или конкретного изделия, технические условия, инженерные расчеты, чертежи и схемы.
- Параметры шва. Тип стыковки, толщина соединяемых заготовок, геометрические особенности, материал.
- Технические нюансы. Для работы в стесненных условиях, при отсутствии прямого доступа к измеряемому стыку требуется оборудование, позволяющее выполнить основные манипуляции дистанционно, например камеры. В “полевых” условиях нужны измерительные приборы, устойчивые к температурной нагрузке, повышенной влажности, запыленности среды.
Подведение итогов
Геометрия шва столь же важна для его прочности, как отсутствие трещин, свищей и других дефектов, нарушающих структурную целостность. Даже небольших отклонений достаточно для появления точек концентрации нагрузки, которые очень скоро приведут к разрушению, серьезным авариям.
Профессиональный контроль геометрии, с соблюдением стандартов, использованием сертифицированного оборудования исключает такую вероятность, позволяет обойтись без ремонта, сэкономить массу времени и сил.